Pneumatic knocker
Design and operation principles
The pneumatic knocker achieves a high grade of impact energy by the spontaneous release of the accumulated compressed air pressure.
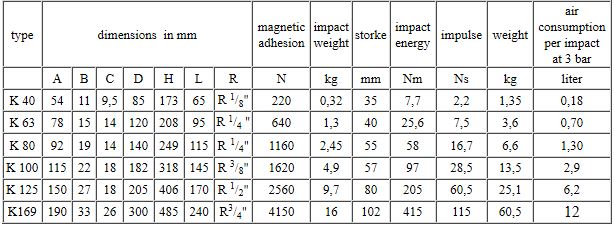
The figure shows the design:
The piston (1) designed as a permanent magnet, adheres in the end-position to the anchor plate (2) until the com-pressed air fed through the lid (3) overcomes the magnetic force. The impact piston loosens from the anchor plate, is very highly accelerated by the accumulated compressed air and hits onto the striker (4) with speed of 6 to 7 m/sec., which transmits the impact to the silo wall. When deaerating the cylinder, the piston will be pressed back into the starting position by means of the spring (5).
Application
The pneumatic knocker is used for bulk goods with material flow problems as for instance bridge, siphon and residue formations, when high speed shakers and vibrators with soft sine-shaped oscillations are no longer effectice.
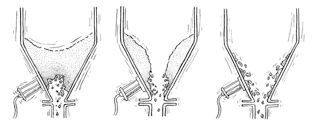
The effect of the knocker is comparable to that of the famous "silo hammer", but without distorted silo spouts additionally impending the material flow.
The pneumatic knocker produces an ideal elastic shock, referred to as impact energy E=mv2/2 and impulse J=mv.
There is no impact force or out-of-balance such as vibrators generate.
The effectiveness of the knocker may be judged according to the following rule:
If the product can be knocked off or be brought to flow by a hand hammer, the pneumatic knocker would also be effective.
Material flow problems can be solved by the operation personnel either by actuating a switch or a valve or be totally prevented by an automatic control.
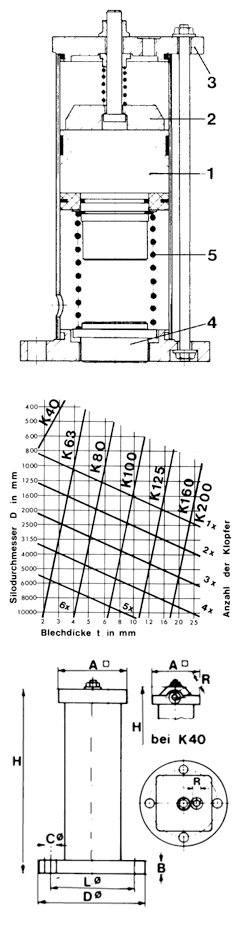
This figure may provide a rough reference for chosing the adequate size and number of pneumatic knockers for round silos of 60° cone.
In case of rectan-gular containers, the knockers are instal-led at the longer sides.
For product conveying out of a silo, cycle times of 5 to 20 seconds are recommended.
Too frequent knocking should in any case be avoided, otherwise the product would be compressed.
Continuous product flows such as in dust filters and spray towers should be knocked in cycle times up to 30 seconds.
If the layer of product becomes too thick, an avalanche-like break-off could block the outlet or overload the following machines.